
Analizamos el proceso de limpieza de una procesadora de granos y semillas para identificar áreas de mejora y fortalecer la eficiencia operativa. A través de esta actividad, fueron compartidas recomendaciones clave para optimizar los procesos de higiene y garantizar resultados más eficaces, promoviendo al mismo tiempo la seguridad y el compromiso del equipo con las buenas prácticas sanitarias. Como resultado, fue posible impulsar una limpieza más controlada, reducir el uso de recursos y mejorar la calidad del proceso productivo.
Análisis del proceso actual
Se identificó que las prácticas de limpieza ejecutadas previamente no eran adecuadas, lo que estaba generando contaminación microbiológica en el área de trabajo. Esta situación se evidenció tanto en los productos, como en la forma de aplicarlos, lo que impedía alcanzar los niveles de higiene requeridos por los estándares de la industria. |

Nuestra propuesta de mejora
Se realizó una limpieza completa de la línea de envasado de azúcar y de hojuela, permitiendo mostrar en tiempo real el procedimiento correcto y los resultados obtenidos al aplicarlo de manera adecuada.
Los productos que propusimos son
Proceso realizado
| Proceso | Producto | Cantidad | Tiempo |
| Limpieza | Deterfoam L-I | 2% | |
| Enjuague | Agua | ||
| Desinfección | Citroden | 15% |
10 min |
Durante esta demostración, se realizaron varios hisopados en las superficies tratadas con el fin de evaluar, de manera comparativa, la disminución de la carga microbiana presente en tres etapas del proceso: antes del lavado, después del lavado y tras la aplicación del desinfectante. Estos pasos permitieron identificar con claridad la importancia de cada fase y confirmar la eficacia en la reducción de microorganismos.
Resultados con Hisopado antes de limpieza
(situación actual)
|
Puto de muestreo |
Coliformes totales | Cuenta total de bacterias | Hongos y levaduras | Muestra |
|
Envasadora de azúcar antes de limpieza |
0 | 4 | 1 | 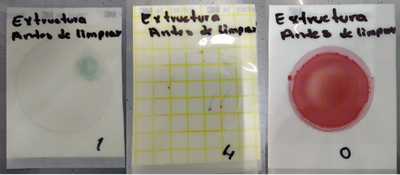 |
| Envasadora de hojuela antes de limpieza | 2 | 0 | 0 | 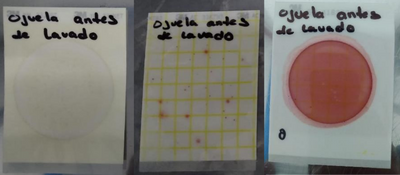 |
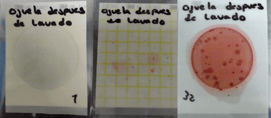
Resultados con Hisopado después de limpieza
| Puto de muestreo | Coliformes totales | Cuenta total de bacterias | Hongos y levaduras |
Muestra |
|
Envasadora de azúcar después de limpieza |
12 | TNC | 0 | 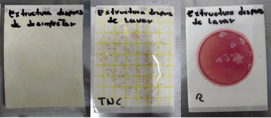 |
| Envasadora de hojuela después de limpieza | 32 | 0 | 1 |
|
Resultados con Hisopado después de desinfección
| Puto de muestreo | Coliformes totales | Cuenta total de bacterias | Hongos y levaduras |
Muestra |
|
Envasadora de azúcar después de desinfección |
0 | 29 | 0 | 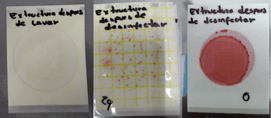 |
| Envasadora de hojuela después de desinfección | 0 | 0 | 0 |
|
.png?width=271&height=119&name=resultados-hisopado-despu%C3%A9s-de-desinfecci%C3%B3n%20(1).png)
*TNC: Técnicamente No contable
Dado los resultados obtenidos, se volvió a realizar un hisopado en el que se analizó la contaminación presente en los trapos utilizados por el personal durante el enjuague, pues se consideraba que estos estuvieran afectando negativamente la eficacia del proceso de limpieza.
Resultados con Hisopado antes de desinfección
| Puto de muestreo | Coliformes totales | Cuenta total de bacterias | Hongos y levaduras |
|
Envasadora de azúcar después de limpieza trapo sin lavar |
51 | ||
|
Envasadora de hojuela después de limpieza trapo sin lavar |
17 | 62 | 0 |
| Imagen | 
|

|

|
Hisopado después de desinfección
| Puto de muestreo | Coliformes totales | Cuenta total de bacterias | Hongos y levaduras |
|
Envasadora de azúcar después de limpieza trapo limpio |
0 | 0 | 0 |
|
Envasadora de hojuela después de limpieza trapo limpio |
0 | 0 | 0 |
| Imagen | 
|

|

|
Se confirmo que los trapos al no estar limpios, estaban acumulando microorganismos y contribuyendo a la dispersión de la carga microbiana en las superficies tratadas.
Conclusión
A partir de los resultados obtenidos, fue evidenciada una contaminación en el área de trabajo, originada por prácticas de limpieza inadecuadas, situación ante la cual fueron establecidos nuevos protocolos para fortalecer la higiene en cada etapa del proceso.
Gracias a esto, el personal quedó plenamente capacitado en el uso seguro y adecuado de productos y protocolos de limpieza, lo que permitirá que este proceso sea ejecutado de forma más eficaz y controlado.
Con estas mejoras, se refuerzan las condiciones de inocuidad dentro de la planta.
Mira los sorprendentes resultados obtenidos

¿Te gustaría mejorar los procesos de limpieza de tu Empresa?



